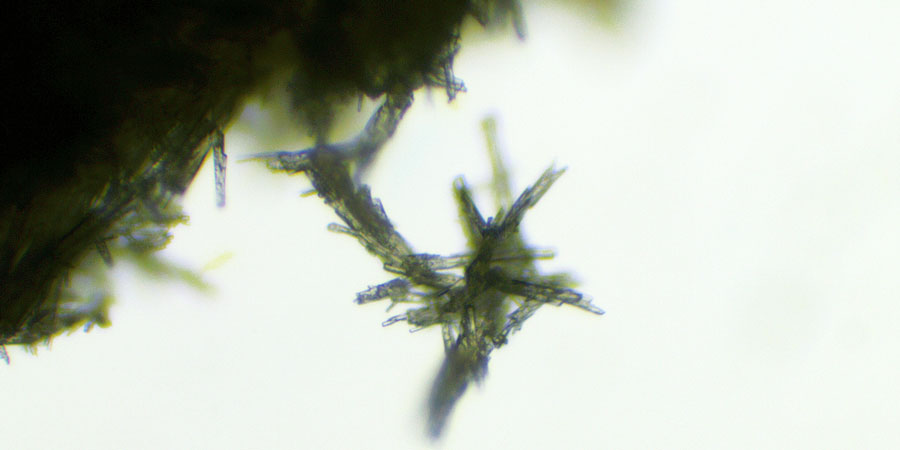
Rawinski GmbH freut sich bekannt zu geben, dass Viktoria Rawinski, Gründerin und Geschäftsführerin, auf der SMTA International, die vom 1. bis 4. November 2021 in Minneapolis, USA, stattfindet, einen Vortrag mit dem Titel „Nähere Betrachtung der Kondensat Rückstände – Analyse der verantwortlichen Reaktionspartner sowie Ursachen für Polymerisation und Wachstum kristalliner Strukturen“ halten wird.
Kondensat ist mehr als nur ein kondensierter Rückstand aus dem Flussmittel an den Wänden der Lötanlagen. Bei der Kondensatbildung müssen flüchtige Bestandteile des Leiterplattensubstrats, der Lötstoppmaske und des Flussmittels der Lotpaste in Betracht gezogen werden. Sie alle können im Lötprozess miteinander reagieren und so das Kondensat-Wachstum, Kondensat-Menge und seine Zusammensetzung beeinflussen.