Rawinski GmbH is pleased to announce that Viktoria Rawinski, Founder and CEO will present the paper entitled “Detailed Study Of Condensate Residues In The Soldering Process – Analysis Of The Responsible Reaction Partners As Well As Reasons For Condensate Polymerization And Growth Of Crystalline Structures” at SMTA International 1-4 November 2021 in Minneapolis, USA.
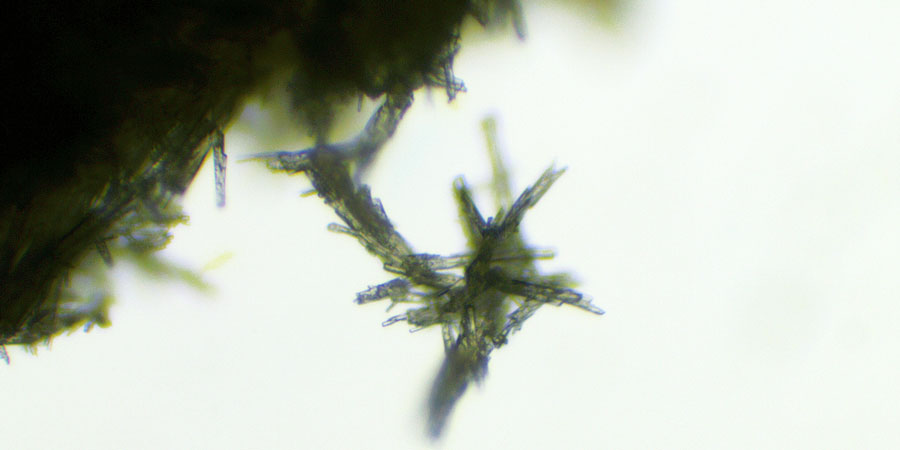
Condensate is more than just a condensed residue from the flux on the surfaces of the soldering machine. When condensate is formed, volatile components of the PCB substrate, solder mask, and solder paste flux need to be considered. They can all react with each other in the soldering process and thus influence condensate growth, condensate quantity and its composition.